Control strategies for flotation
Thursday 21 Oct 2021
Density measurement is important, for monitoring and improving efficiency in the flotation process. The density value can be a performance metric which is used to control and optimize the operation of separation equipment in the flotation circuit.
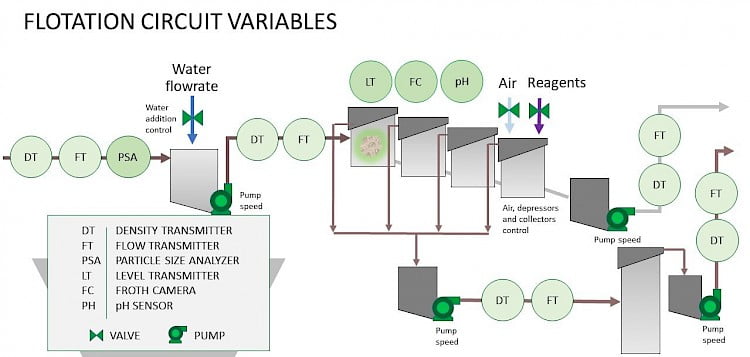
Mineral processing plants use advanced control systems to optimize their operations. Instrumentation is a key part of it, since those instruments obtain real-time data on the processes which companies use in control loops. The instruments’ data can for example be used to control valves, pumps and the addition of reagents. Furthermore, companies use it to add dilution water to slurries to increase the stability and efficiency of the process.
Plant operators would like to have a predictable operation without variations in the process, to keep the production rate at the desired level. However, this perfect situation is not realistic. In a real situation, there are a lot of disturbances in the process. For example, changes in the volumetric flow, ore types, particle sizes, and Rheology conditions. To be able to have good control over the process, you have to measure all the possible variables that you might have.
We have written a whitepaper in which we share more information about control strategies in the flotation circuit. You can request it via the form below.
Also read our blog about ‘Control Strategies for Thickeners‘.
Please contact us if you want to learn more about density measurement in the flotation circuit. Our team is ready to help.
Want to have frequent updates on our products? Then please subscribe to our newsletter or follow us on our social media accounts at LinkedIn, Twitter and Instagram.
Receive our technical update?
Fill in your name and email address and we’ll keep you in the loop on our latest technology updates.
")

